
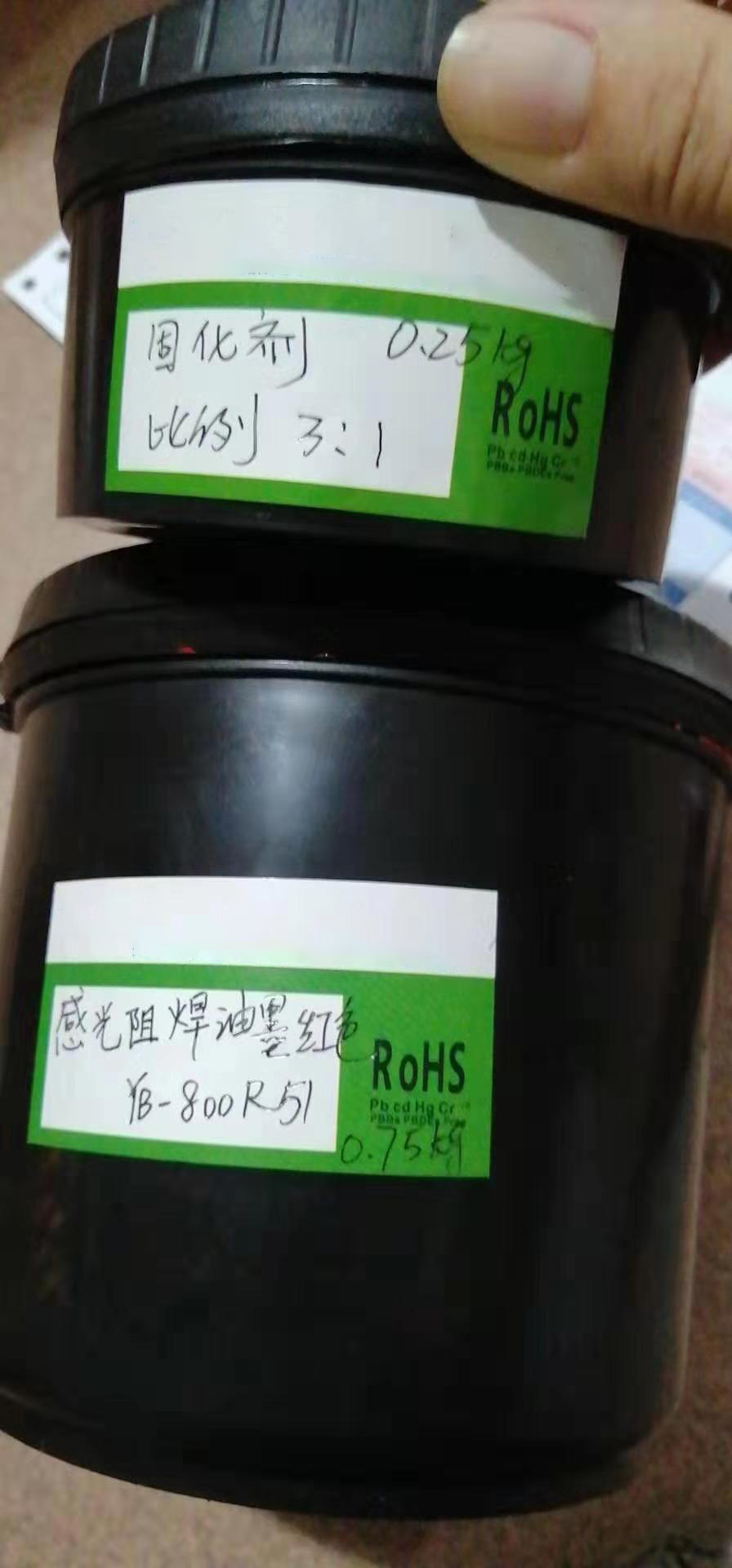
YB-800 Liquid Photosensitive Solder-Resist Ink
A two-component liquid photosensitive solder-mask ink for fine-line PCB. 3 mil green-oil bridge control, BGA via plugging, full compatibility with lead-free hot-air leveling, ENIG and immersion tin plating. Standard grade meets EU RoHS; halogen-free variant on request.
- Two-component: 3 : 1 base : hardener
- 3 mil green-oil bridge, BGA via plug
- Lead-free HASL / ENIG / immersion tin compatible
- Standard RoHS, halogen-free variant available
- Develop in 1% Na2CO3, no organic solvent
- 21-step exposure scale, 9–13 grid sensitivity
What Is It?
YB-800 is a two-component liquid photosensitive solder-mask ink for fine-line printed circuit boards. It is mixed 3 : 1 (base : hardener) by weight, screen-printed, pre-baked, exposed through a phototool on a 21-step exposure scale, developed in 1% sodium carbonate, and post-cured. The cured film gives a hard, glossy green solder mask that survives lead-free hot-air leveling, ENIG plating and immersion tin plating without lift, blister or chemical attack.
The standard grade is formulated to meet EU RoHS requirements. For customers who need a halogen-free solder mask, the same YB-800 is available in a halogen-free variant. YB-800 is one of the workhorse liquid photoimageable solder masks used in the Chinese PCB industry and is the right choice for multilayer and fine-line boards where 3 mil (75 µm) green-oil bridges and BGA via plugging are routine.
Key Features
- Two-component, photoimageable. 3 : 1 base : hardener mix ratio. Liquid photosensitive — develop in 1% Na2CO3, no organic solvent. Standard phototool workflow on a 21-step exposure scale.
- 3 mil green-oil bridge, BGA via plugging. Resolution down to 3 mil (75 µm) green-oil bridge between pads. Built for BGA — fully supports via plugging on the same line.
- Compatible with lead-free HASL, ENIG, immersion tin. Cured film survives 260 °C lead-free hot-air leveling, electroless nickel / immersion gold plating, and immersion tin plating. No lift, no blister, no chemical attack on the mask.
- RoHS standard, halogen-free variant. Standard grade meets EU RoHS. Halogen-free variant available for medical, automotive and other demanding applications.
- Aqueous development, no organic solvent. Develop in 1% Na2CO3 solution at 30 °C. The line does not need a solvent develop / strip section, which simplifies the equipment and the waste treatment.
- Compatible with existing exposure and develop lines. Fits any standard 21-step exposure unit and a 1% Na2CO3 spray developer. The pre-bake and post-cure temperatures (75 °C and 150 °C) are within the range of any commercial PCB oven.
Process Flow
The full sequence from substrate to finished part. Exact temperatures and times depend on the application; full details are in the operating parameters table below.
75 °C
9–13 grid
1% Na2CO3
150 °C
Technical Specifications
| Item | Specification |
|---|---|
| Type | Two-component liquid photosensitive solder mask |
| Color | Green (standard) |
| Mixing ratio | 3 : 1 base : hardener (by weight) |
| Thinner | Supplier-recommended YB thinner or PGMEA |
| Mesh (standard PCB) | 43T polyester |
| Mesh (lead-free / ENIG / immersion tin) | 36T polyester |
| Pre-bake (first side) | 75 °C × 15–20 min (hot-air) |
| Pre-bake (second side) | 75 °C × 25–30 min (hot-air) |
| Exposure | 21-step scale, 9–13 grid sensitivity |
| Developer | 1 wt% Na2CO3 aqueous |
| Develop pressure | 2.0–2.5 kg/cm² |
| Develop temperature | 30 ± 2 °C |
| Develop time | 40–90 seconds |
| Post-cure (HASL) | 150 °C × 60 min |
| Post-cure (ENIG / immersion tin) | 150 °C × 50 min |
| Post-cure (via plug, two-stage) | 75 °C × 120 min, then 150 °C × 60 min |
| Green-oil bridge | 3 mil (75 µm) |
| Compatibility | Lead-free HASL, ENIG, immersion tin, BGA via plug |
| Compliance | EU RoHS standard; halogen-free variant available |
Operating Parameters — Step by Step
- Substrate preparation. Acid-clean or mechanical scrub the copper surface. A clean, micro-roughened copper surface is essential for full adhesion and to prevent resist lift during plating or HASL.
- Mixing. Weigh 3 parts base and 1 part hardener into a clean container. Add thinner if needed for the chosen mesh. Stir or shake for 5–10 minutes until the base and hardener are completely blended.
- Rest. Let the mixed ink stand 10–20 minutes. Air bubbles introduced during mixing will rise and clear, and the viscosity will stabilize.
- Screen printing. Use a 43T mesh for standard PCB, 36T mesh for lead-free HASL, ENIG or immersion tin boards. Print the solder side first, then the component side. A single wet pass with a sharp squeegee is the standard.
- Rest after print. 10–40 minutes. Thicker copper needs a longer rest, but never more than 4 hours.
- Pre-bake. Hot-air convection oven at 75 °C. First side 15–20 minutes, second side 25–30 minutes if printed separately. If both sides are printed and baked together, 25–40 minutes total.
- Cool and rest. At least 20 minutes to cool below 30 °C, but not more than 24 hours before exposure.
- Exposure. 21-step exposure scale, sensitivity 9–13 grid. Use a fine-line test strip to confirm correct exposure for your lamp, phototool and copper thickness.
- Rest after exposure. At least 10 minutes. This allows the photoinitiated reaction to complete before development.
- Develop. 1 wt% Na2CO3 aqueous solution, 30 °C ± 2, spray pressure 2.0–2.5 kg/cm², 40–90 seconds. The unexposed film washes away; the image appears sharply with no scumming.
- Post-cure. 150 °C for 60 minutes (HASL), 50 minutes (ENIG / immersion tin). For plugged vias, run a two-stage cure: 75 °C for 120 minutes, then 150 °C for 60 minutes.
Typical Applications
- Multilayer and double-sided PCB (consumer electronics, industrial control, automotive)
- Lead-free HASL boards
- ENIG (electroless nickel / immersion gold) boards
- Immersion tin (ImSn) boards
- BGA — fine-pitch and via plugging
- Medical, aerospace and other high-reliability boards (halogen-free variant)
Storage and Safety
- Storage of unmixed components. Sealed, in a cool dry dark place below 25 °C. Shelf life of unopened base and hardener is typically 6–12 months.
- Pot life of mixed ink. The mixed ink begins to thicken gradually; use within the same shift. Do not store mixed ink overnight — partial cure will cause scumming and poor resolution.
- Developer handling. 1% Na2CO3 is mildly alkaline. Wear nitrile gloves and safety glasses. Wash skin with water if contact occurs.
- Ventilation. Pre-bake and post-cure ovens should be vented to outside air. Cured film is inert; uncured components should not be heated in an enclosed space.
- Disposal. Cured scrap can be disposed of as non-hazardous industrial waste. Uncured ink and developer solution should be treated as chemical waste and disposed of through a licensed contractor.
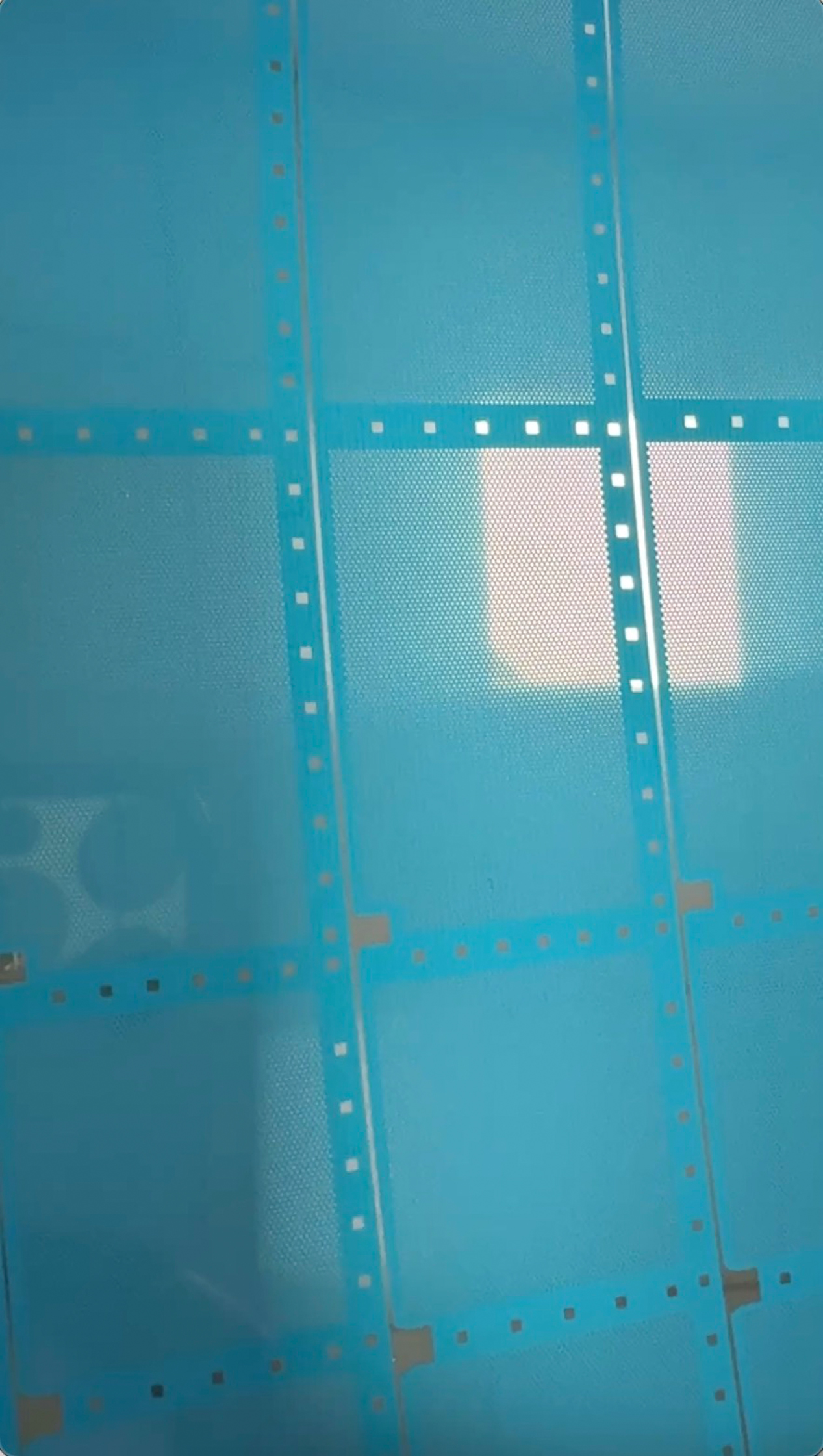
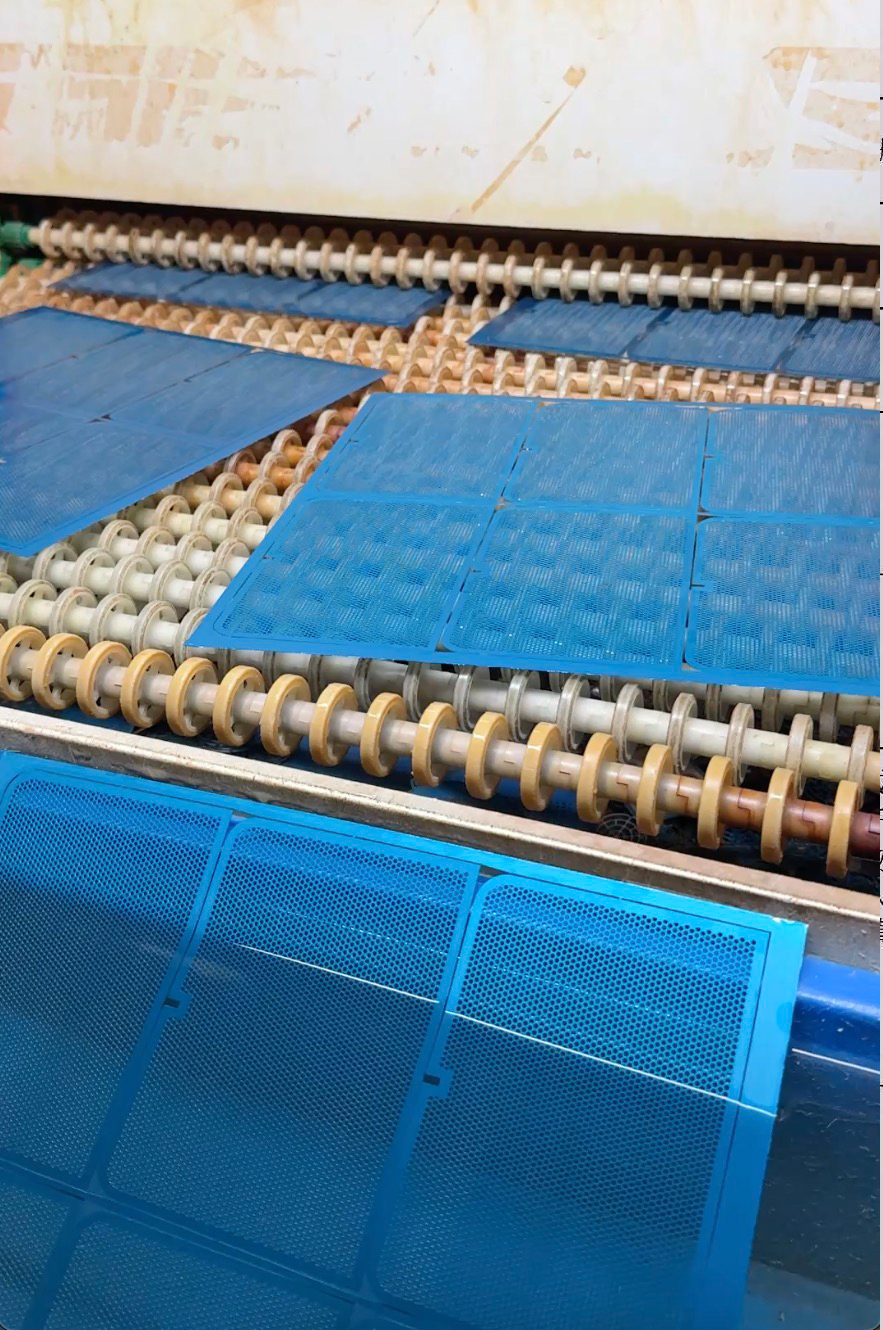
Quality Inspection
Each batch is checked on a production test panel before it ships. Below: typical adhesion, exposure and development results on PCB and metal substrates.

Need a Sample or a Quote?
Send us your substrate, panel size and process. We will send a small sample for trial and a quotation for production volumes.
Frequently Asked Questions
What is the difference between YB-800 and dry film solder mask?
Dry film solder mask is a laminated sheet that is hot-roll laminated, exposed and developed. It gives very consistent thickness but is limited in how thick a film it can produce and how well it conforms to surface topography. YB-800 is a liquid that is screen-printed, pre-baked, exposed and developed. It can be applied thicker, conforms to topography better, and is the standard for BGA via plugging and modern fine-pitch PCB.
Can YB-800 be used for BGA via plugging?
Yes. YB-800 is formulated for BGA via plugging. Use the two-stage post-cure (75 °C × 120 min, then 150 °C × 60 min) for plugged-via boards to make sure the ink in the via fully cures without voids.
What is the minimum green-oil bridge I can hold?
3 mil (75 µm) on a properly tuned line. Use the 43T mesh for standard PCB, the 36T mesh for lead-free / ENIG / immersion tin boards (the thicker deposit helps the mask survive the plating bath).
Is the halogen-free variant available?
Yes. The same YB-800 chemistry is available in a halogen-free variant. Specify "halogen-free" when ordering, and we will quote and supply the matching grade.
Can I dilute the ink if the mesh is too tight?
Yes, but use the supplier-recommended thinner only. YB thinner or PGMEA at the recommended addition rate. Off-the-shelf generic thinners can leave a film that interferes with the photo reaction, causes scumming, or reduces the cured film properties.