
Etching Machine for Bipolar Plates: Hydrogen Fuel Cell Etching
A bipolar plate is one of the most expensive single components in a PEM fuel cell stack — it accounts for up to 40% of the stack cost. The flow-field channels on the plate are almost always made by chemical etching, because the channel geometry is too fine for stamping and too variable for laser. The right etching machine for bipolar plate production is a conveyorised spray line running ferric chloride on thin stainless steel or titanium foil, with very tight control over etch factor, undercut, and batch-to-batch consistency.
A bipolar plate is one of the most expensive single components in a PEM fuel cell stack — it accounts for up to 40% of the stack cost. The flow-field channels on the plate are almost always made by chemical etching, because the channel geometry is too fine for stamping and too variable for laser. The right etching machine for bipolar plate production is a conveyorised spray line running ferric chloride on thin stainless steel or titanium foil, with very tight control over etch factor, undercut, and batch-to-batch consistency.
This guide covers what a bipolar plate is, why etching is the right process, what the production line looks like, and what equipment features matter for fuel cell manufacturers scaling up.
Quick Answer
- A bipolar plate etching machine is a high-precision conveyorised spray line running ferric chloride on thin (0.05–0.2 mm) stainless steel or titanium foil.
- Typical channel width: 0.5–1.5 mm; channel depth 0.05–0.15 mm; tolerance ±10 µm.
- Etch factor: 5:1 to 8:1 with tight temperature and regeneration control.
- Throughput: 1–10 m²/shift on a 600 mm line — tens of thousands of plates per year per line at full ramp.
What Is a Bipolar Plate and Why Is It Etched?
A PEM (proton exchange membrane) fuel cell stack is built up of repeating cells. Each cell has a membrane electrode assembly (MEA) sandwiched between two bipolar plates. The plates do four jobs at once:
- Distribute hydrogen and air / oxygen across the MEA through fine flow-field channels.
- Conduct current from one cell to the next.
- Carry water away from the MEA.
- Provide mechanical stiffness to the stack.
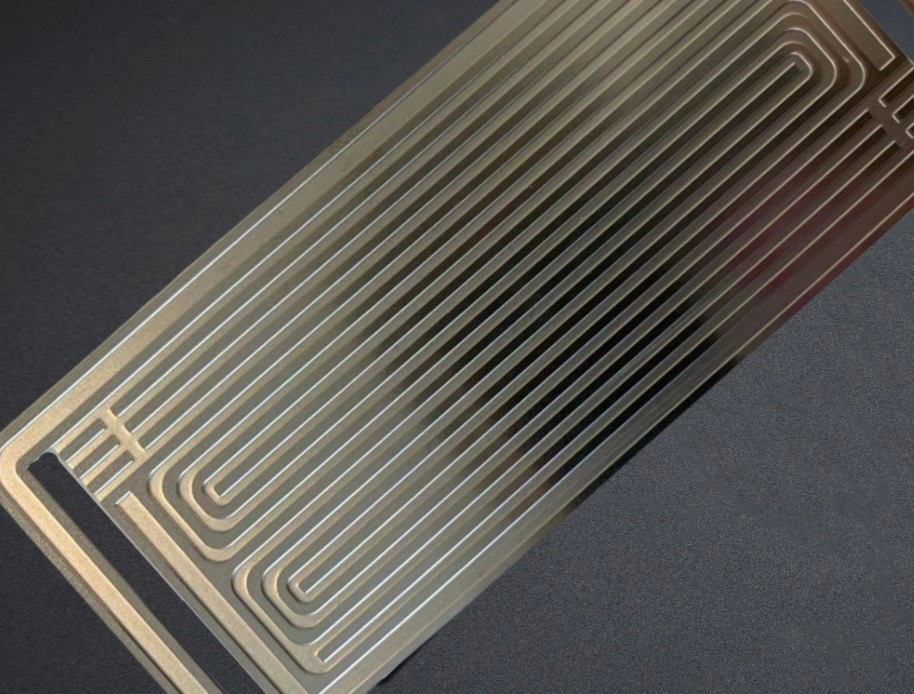
The flow-field channel pattern is the critical geometry. The channels must be deep enough to give even gas distribution, narrow enough to maximise the active area, and consistent across tens of thousands of plates in a single production batch. Chemical etching is the standard process because it can hit all three requirements simultaneously:
- Etching makes the channels in a single step — no tooling, no per-part setup.
- Etched channels have vertical sidewalls and uniform depth across the plate.
- Etching handles complex serpentine, interdigitated and parallel patterns without any geometric penalty.
- Etching is economical for any production volume, from a few hundred prototypes to millions of plates a year.
Why Stamping and Laser Are Not Enough
Stamping and laser are the two main alternatives to etching for flow-field channels. Each has a real limitation for bipolar plate production:
- Stamping requires a hard tool per channel pattern. Tooling cost is in the tens of thousands of dollars and lead time is weeks. Channel widths below 0.5 mm are not practical, and tool wear makes batch-to-batch consistency hard to hold.
- Laser cutting cuts each channel individually, which is slow. Micro-second cuts, melt-back, and heat-affected zone all change the channel profile. The wall of a laser-cut channel is not vertical, and the surface chemistry near the cut is altered.
For the channel dimensions and batch sizes that PEM fuel cell production requires, etching wins on cost, consistency and channel quality. The flow-field pattern is the part of the plate where the trade-off matters most.
The Bipolar Plate Etching Process
The flow is the same general photochemical etching flow used in PCB and metal decoration, but the process windows are tighter.
- Pre-treatment. The thin SS or Ti foil is degreased, lightly pickled and rinsed. Surface cleanliness is critical because any contamination shows up as a defect on every plate that uses that part of the foil.
- Photoresist. Dry film laminated on both sides (or photosensitive etch-resist ink spray-coated for thinner foil). The resist must hold the fine flow-field pattern without pinholes.
- Exposure and development. UV exposure through a phototool with the flow-field pattern on both sides (for double-sided plates). Develop in dilute Na2CO3.
- Etching. Conveyorised spray with FeCl3, with very tight control over bath temperature, etch rate and conveyor speed. The etch depth is shallow (often <0.1 mm) and the tolerance is tight, so the line has to be stable panel after panel.
- Strip, rinse and dry. 10% NaOH to lift the resist, then rinse and air-knife dry. Bipolar plate foil is thin, so handling has to be gentle to avoid bending or denting.
- Optional coating. Many bipolar plates get a corrosion-resistant coating after etch (gold, carbon, polymer). The etch has to leave a surface clean enough for the coating to bond.
What an Etching Machine for Bipolar Plates Must Do
A conveyorised spray etcher for bipolar plate production is built around five things that ordinary decorative etching does not need as much.
1. Tight temperature control
Channel depth is typically 0.05–0.15 mm. A drift of 2 °C in bath temperature changes the etch rate by about 10%. A line running 24/7 with a depth tolerance of ±10 µm needs a heater, chiller and controller that hold the bath inside ±0.5 °C.
2. Inline regeneration
The etch is shallow, so the bath concentration does not drift as fast as in a deep-etch line. But it still drifts, and a 5% drift over an 8-hour shift shows up as a 5% channel-depth drift. A regeneration system with specific gravity or ORP control holds the etch rate flat through a shift.
3. Very fine, even spray
Channel widths of 0.5 mm and below need a flat-fan nozzle pattern that delivers even coverage from edge to edge. The nozzle spacing and the oscillation pattern are critical. A poorly tuned spray leaves a stripe of under-etched channels every 50 mm — directly visible on the finished plate.
4. Gentle handling of thin foil
Bipolar plate foil is 0.05–0.2 mm. The conveyor must support the foil without bending, denting or scratching. A wide conveyor with closely spaced support rollers, or a magnetic / vacuum hold-down on a flat conveyor, is the standard.
5. Clean chemistry
Dissolved metal in the bath makes the etch less selective and leaves a rougher sidewall. The regeneration system has to remove dissolved iron, chromium and nickel to keep the bath clean. Periodic decanting and fresh-chemistry makeup is the norm.
Stainless Steel vs Titanium Bipolar Plates
Most current PEM fuel cell production uses metal bipolar plates. The two main materials are:
| Factor | Stainless steel (typically 304 / 316L) | Titanium (Grade 1 / Grade 2) |
|---|---|---|
| Etchant | Ferric chloride | Hydrofluoric acid blends or HF / HCl mixes |
| Etch rate | ~25–40 µm/min at 50 °C | ~15–25 µm/min at 30 °C |
| Cost | Lower | ~10× higher raw material |
| Weight | Heavier (8 g/cc) | Lighter (4.5 g/cc) |
| Coating requirement | Usually coated for corrosion resistance | Often used uncoated (forms passive TiO2) |
| Equipment | Standard FeCl3 conveyor line | HF-rated line, fume hood with HF-rated scrubber, PPE for HF |
Stainless steel is the more common starting point for cost reasons and because the equipment is the same as a nameplate / decorative line. Titanium gives better corrosion resistance and lighter stacks but needs an HF-rated etching line and full HF safety discipline.
Production Throughput and Cost
A typical bipolar plate line uses 0.1–0.15 mm 304 or 316L foil in 600 mm wide coils. At 50 °C and 1 m/min conveyor speed, a line etches about 0.6 m²/min or ~50 m²/shift, which is roughly 800–1500 finished plates per shift (depending on plate size and number-up per sheet).
For a 100 MW fuel cell production line, you need roughly 4–6 such etching lines running three shifts. That is the scale at which green hydrogen and fuel cell vehicles are pushing the industry in 2026.
Building a Bipolar Plate Etching Line?
Send us your plate size, channel geometry, foil grade and target throughput. Golden Eagle will configure a high-precision conveyorised line with regeneration, fume treatment and gentle foil handling to match your fuel cell production target.
Configure a LineConclusion
A bipolar plate etching machine is a high-precision conveyorised spray line running FeCl3 (or HF blends for titanium) on thin metal foil, with tight temperature control, fine spray, gentle foil handling and inline regeneration. Etching is the right process for flow-field channels because it gives vertical sidewalls, uniform depth and batch-to-batch consistency at any volume. The PEM fuel cell industry is scaling fast, and the etching line is one of the bottlenecks.